
在金刚石切割片刀头受力中、切削阻力F1的影响最大, 会在锯片刀头与基体间的焊面上产生剪应力和拉应力。
在该力作用下、会导致锯片刀头与机体的分离。在锯进行焊接操作时要满足其抗拉强度,因为锯片在实际工作时主要受到拉应力的用。
主要考虑主要影响因素拉应力、做如下假设:假设锯片固定不动, 金刚石切割片刀头在弯矩M 的作用下其焊接面的正应力分布如图(7-5)所示。
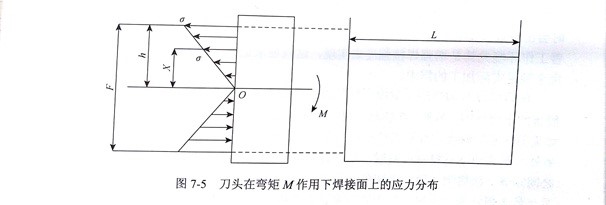
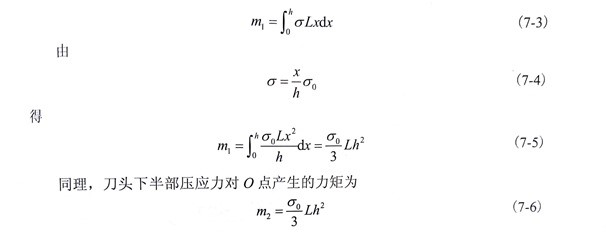
由图(7-5)可以看出、在弯矩M的作用下刀头的上半部呈现被拉的趋势,而下半部分表现为受力的作用,并各自呈线性分布,产生最大的拉应力σ0 ,则刀头上半部分拉应力对O点产生的力矩为
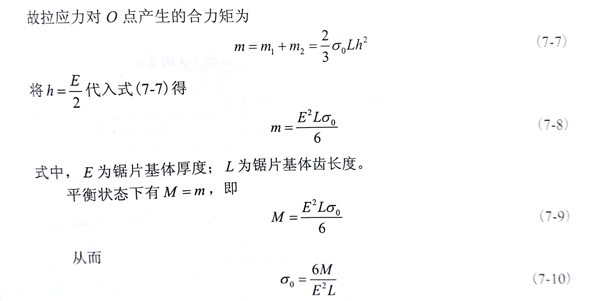
当金刚石切割片刀头在弯矩M的作用下、由式(7-10)可计算出此时刀头与基体间的最大应力σ0 ,当焊接强度大于这个临界值时就可以以判定该产品的焊接强度是符合要的。

常用的检测焊缝弯矩的装置如图(7-6)所示、检测金刚石切割片焊接部位的焊接强度时将锯片水平固定到相应的夹具上,夹紧部位应尽量靠近焊缝。
系统稳定后、用扭矩扳手夹住锯片刀头用力压扳手柄,在扳手上可以读出相应的扭矩数值。当进行破坏性检验时,应记录焊接面现损坏时的最大扭矩值作为焊缝的许用扭矩。
金刚石切割片的焊接强度、是其重使用性能之一。在进行焊接时要根据实际情况、不断总结经验标准,保证产品使用性能和安全性。