
数据采集模块包括模拟量采集、数字量采集两部分,其中关键技术即实现hth365华体会 锯切时信号的滤波处理,采样时钟源的选择,以及信号的同步采集。
由于金刚石切割片加工生产现场的锤击工作台、起重机以及电磁干扰信号的存在,数据采集程中不可避免地会有噪声信号的混入,使检测结果呈现非线性、不平稳以及奇点,使得采集到的信号本身即失真信号,所以必将影响后续的信号分析。综合以上客观因素,在数据采集之前首先要提高系统的抗干扰能力,滤除噪声信号,还目标信号以原貌,为信号分析处理奠定基础。
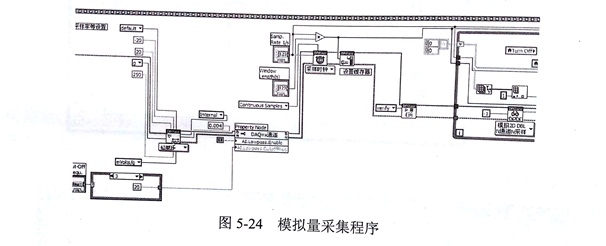
模拟量采集就是对一些诸如位移和加速度等可以直接转化为电压的量进行集。采集卡将金刚石切割片高速旋转时的摆动量信号经过 A/D 转换变为可测量的电信号,然后借助于该检测系统软件部分读取,其中,上位机与采集设备通过串口进行通信。
本试验使用的采集卡为 NI PCl-6221, 它拥有2路16位模拟输出(833kS/s) 24 路数字l/0 线以及2个32位计数器。 该卡支持 Nl-DAQmx 软件驱动,因此借助于DAQmx-Data Acquisition 进行程序开发,提高开发效率和开发准确性。其中关键参数设置包括配置输入方式、设置采样率、选择物理通道选择采样模式每通道采样数设置以及采样最大最小值的设置,该部分程序框。
金刚石切割片转速测量主要通过测量脉冲频率,通信方式为串口通信。转速控制借助于 PID调节, 闭环控制可随时启闭, 凋节方式通过对传输比例系数KP、 微分时间常数Td 、 积分时间常数Ti 的修改来实现。
通过修改PID调解器各变量实现转速测试平台速度调节,对比分析调解器参数对测速控制精度的影响。