
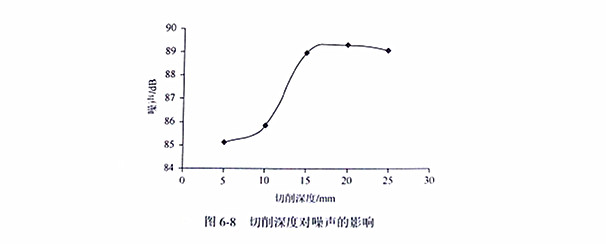
由噪声曲线图(图6-8)可得,切削深度增加5mm,噪声值由 85.1dB增加85.8dB,而后急速增加到88.9dB,当增加到 89.2dB时,噪声值开始有略微的下降趋势,切削深度为25mm,噪音值为89dB。随着hth365华体会 锯切深度的增加,切割片所产生的噪音也加大。
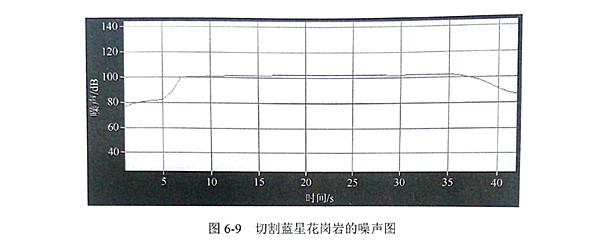
图(6-9)是在转速为 50r/min时,切割蓝星花岗岩的噪声图。切割深度增加,切割片刀头与切割石材的接触面增加,参与切割金刚石数量增加,导致摩擦力增加,噪声声强增加。镶嵌在刀头中的每一个微小金刚石颗粒都可以看成噪声发生源,而总的噪声正是由于些微小声源的叠加。
在金刚石切割片切割石材的过程中,锯切深度增加, 噪声也会随增加,但增加到一定值后,噪声值反而会略有下降,其机理在于,当锯片在锯工件时,锯片有一部分切入石材中,这一部分对工作台面以上的切割片部分的振会起到一个缓冲作用,以此降低负载噪声。
因此,锯切过程中,在不影响加工率和金刚石切割片锯切质量的条件下,适当地增加切削深度,可以有效地降低锯切噪声。